Rift om kompakt svejserobot
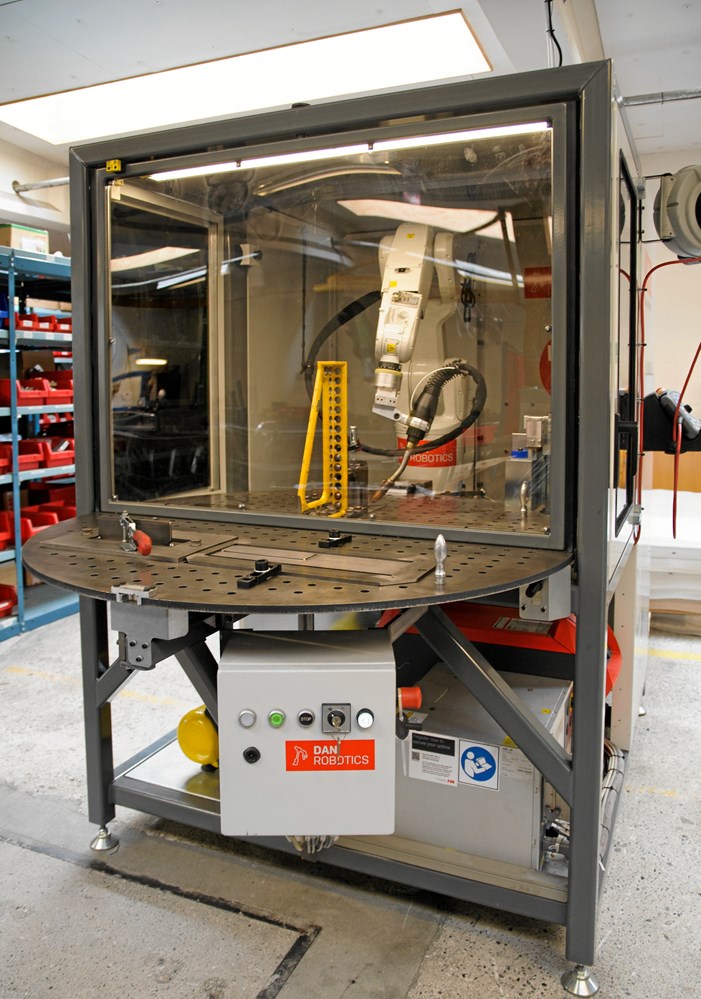
Der bliver solgt svejserobot-celler i et højt tempo fra DanRobotics i Middelfart. Firmaet har udviklet en komplet løsning Compact Welder med svejsemaskine, robot, programmering og en lukket, afskærmet celle, som svejsningen foregår i.
På værkstedet står den ene svejserobot efter den anden, som er ved at blive gjort klar til kunderne. Det er både store koncerner og små maskinfabrikker, der køber svejserobotter.
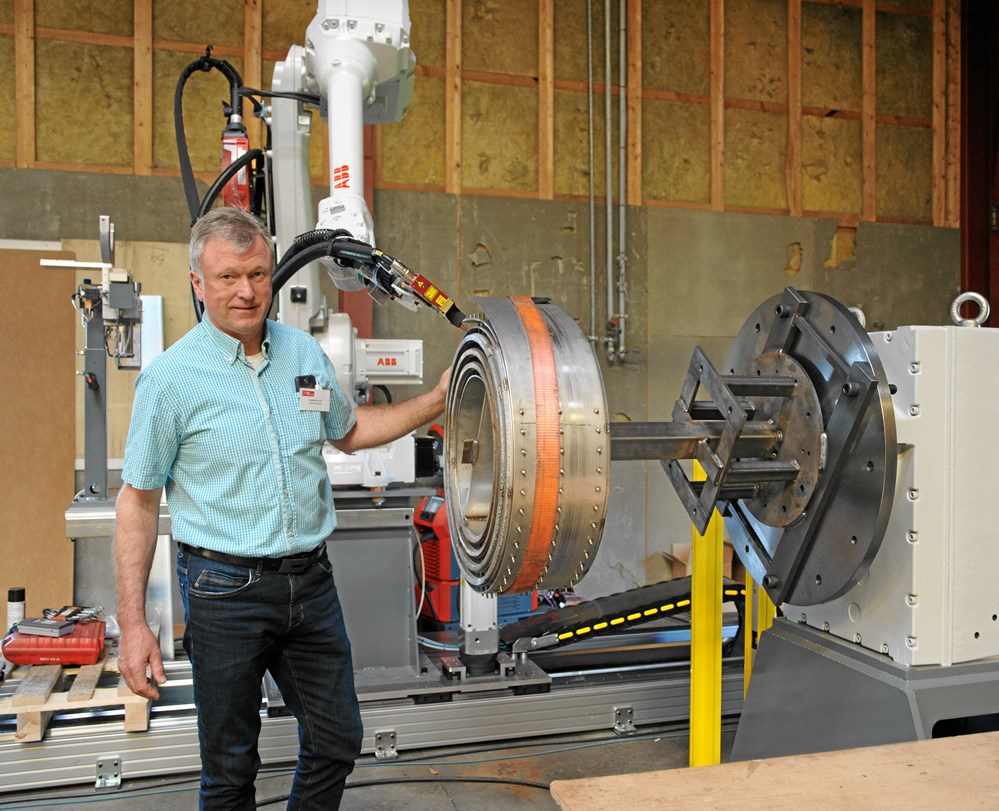
- Vi har rigtigt travlt. Sidste år satte vi rekord i omsætningen inden for robotsvejsning, fortæller salgschef Frede Lysemose, DanRobotics.
Han viser en af robotcellerne frem. Denne version er udstyret med et drejebord, så man kan forberede det næste emne, mens det første bliver svejset. Den mest basale model koster en god halv millioner kroner inklusive kurser i brugen af den.
I det fleste tilfælde er der tale om anlæg, som bliver specialbygget til kunden. DanRobotics bygger for eksempel ofte manipulatorer og fiksturer til løsningerne.
- Vi laver kundespecifikke løsninger, men de er lavet ud af standardkomponenter, siger Frede Lysemose.
Godt halvdelen af DanRobotics omsætning kommer fra svejseløsninger med robotter. DanRobotics har 25 medarbejdere.
DanRobotics fremhæver, at firmaets løsning kan bruges med det samme, når der er sat strøm til og monteret en udsugningsslange.
- Det tager fem minutter at komme i gang, når cellen er sat op, siger Frede Lysemose.
Jagter opstillingstid
Firmaet lægger stor vægt på, at svejsningen skal kunne offline-programmeres, så der ikke går svejsetid til spilde.
Som Frede Lysemose udtrykker det:
- Vi jagter opstillingstid.
Ofte anbefaler DanRobotics en ny svejseproces til kunderne. Der kan for eksempel være tale om at skifte fra TIG-svejsning til CMT-svejsning.
- I nogle tilfælde kan vi øge svejsehastigheden fra 3 mm til 25 mm i sekundet, siger Frede Lysemose.
Som regel bliver der lavet en test på et demoanlæg hos DanRobotics med kundens emner, før kunden køber et helt anlæg.
Kompenserer for tolerance
DanRobotics har blandt andet udviklet et system, hvor robotten kompenserer for, at materialet har flyttet sig i forhold til udgangspunktet.
- Vi kan både kompensere før svejsningen og under svejsningen, hvis scanneren ser, at metallet har slået sig.













{kind=link}
{kind=link}